شکل دهی (Forming)
مقدمه
شکل دهی یکی از مراحل تولید فولاد آلیاژی میباشد. شکل دهی به اعمال نیرو و تنش برای غلبه بر استحکام تسلیم مواد و ایجاد تغییر شکل یا کرنش پلاستیک جهت رسیدن به شکل مورد نظر گفته می شود. با توجه به نوع فرایند انواع تنش های کششی، فشاری، خمشی، پیچشی و برشی می توانند مورد استفاده قرار بگیرند. به لحاظ میکروساختاری با اعمال تنش مکانیزم های لغزش فعال شده و حرکت نابجایی ها شرایط لازم برای تغییر شکل مومسان را فراهم می کند. شکل دهی اولیه بیشتر شامل روش های نورد، کشش و اکستروژن بوده که بر روی شمش های تولید شده در واحد ریخته گری (عموماً ریخته گری پیوسته) انجام می گیرد و محصولاتی مثل میله، لوله، ورق، مفتول و مقاطعی مثل تیرآهن، نبشی، سپری و ناودانی از آن تولید می گردد. این محصولات می توانند به عنوان مواد اولیه برای روش های شکل دهی ثانویه مثل آهنگری (فورجینگ) و کشش عمیق به کار روند.
شکل دهی با توجه به حالت تنش و تغییرات آن، شکل مواد اولیه و ضخامت آن و نوع تغییر شکل مورد نظر و همچنین سطح تماس ابزار و قطعه، می تواند به صورت یک بعدی، دوبعدی، یکنواخت، غیریکنواخت، صفحه ای و حجمی انجام پذیرد. انواع روش های شکل دهی عبارت اند از: نورد، ورق کاری، اکستروژن، آهنگری، شکل دهی انفجاری، شکل دهی الکتریکی، شکل دهی الکترومغناطیسی، شکل دهی چرخشی، شکل دهی هیدرولیکی، شکل دهی حرارتی. از منظری دیگر شکل دهی با توجه به دمای عملیات می تواند به دو دسته تقسیم شود. کار سرد در دمای کمتر از 0.3 نقطه ذوب و کار گرم در دمای بالاتر از 0.6 نقطه ذوب انجام می گیرد. در دماهای پایین، استحکام مواد بالا بوده و کرنش سختی باعث محدود شدن دامنه ی تغییر شکل می گردد، لذا این روش بیشتر برای ضخامت های نازک استفاده می شود. سطح مطلوب با پرداخت مناسب و دقت بالای ابعادی (تولرانس پایین) از مزایای کارسرد هستند. با افزایش دمای عملیات، استحکام ماده کاهش یافته و شکل پذیری آن افزایش می یابد و با رسیدن به دماهای بالاتر، تبلور مجدد انجام شده که امکان تغییر شکل های بسیار شدیدتر برای قطعات حجیم تر، با تنش های به مراتب کمتر را فراهم می کند. البته سطح اکسید شده و دقت ابعادی پایین (تولرانس بالا) را می توان از معایب کارگرم دانست.
در مورد خواص نهایی فلزات کارشده می توان گفت که در فرایندهای کارگرم بسیاری از عیوب شمش های ریخته گری کاهش یافته و با انجام تبلور مجدد خواص مکانیکی به میزان قابل توجهی بهبود می یابند. در فرایند آهنگری با توجه به این که قبل از آن، شکل دهی اولیه نیز انجام می گیرد، معمولاً بهترین خواص را شاهد هستیم. اما در فرایندهای نورد سرد معمولا دانه ها کشیده شده و با ایجاد کارسختی و افزایش دانسیته ی نابجایی ها، سختی و استحکام مواد به شدت افزایش یافته، میزان ازدیاد طول کاهش می یابد و خواص فیزیکی مثل هدایت الکتریکی و خواص مغناظیسی نیز تحت تاثیر قرار می گیرند . البته امکان انجام انواع عملیات حرارتی جهت اصلاح ساختار و دانه بندی و نزدیک شدن به خواص مورد نظر، پس از کلیه ی روش های شکل دهی وجود دارد.
دسته بندی
در ادامه سه روش رایج و پایه ای شکل دهی فولادها معرفی می گردند که غالباً اکثر فولادها (به غیر از قطعات شکل ریزی) برای ساخت و رسیدن به محصول نهایی حداقل یکی از این مراحل را طی می کنند.
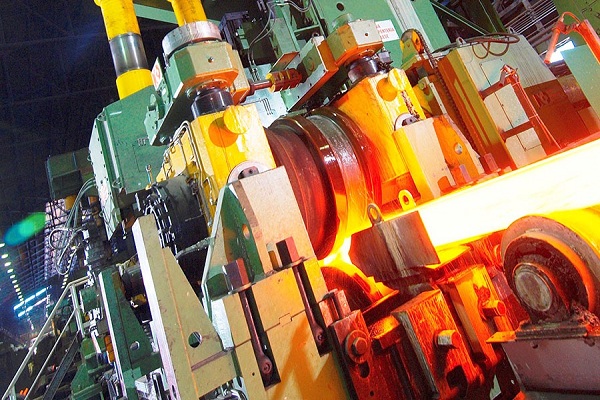
نورد (Rolling)
نورد پرکاربردترین روش شکل دهی است که با سیلان مواد در اثر حرکت تحت فشار بین دو یا چند غلتک ایجاد می شود. این فرایند می تواند به صورت سرد و گرم بوده و در حالت های پیوسته، حلقه ای و رزوه نیز انجام پذیرد. نورد سرد معمولاً برای ورق های نازک و به عنوان فرایند نهایی استفاده می شود. محصول ورق با توجه به ضخامت می تواند به صورت کویل در آمده و یا برش داده شود و در اندازه های استاندارد به فروش برسد. اما سایر مقاطع نیاز به برش به طول های مشخص دارند تا آماده ی حمل و نقل و فروش گردند.
اکستروژن (Extrusion)
مواد اولیه که همان شمش ریخته گری است وارد مخزن دستگاه پرس شده و معمولاً در دمای بالا توسط یک پیستون به طرف قالب فشرده می شوند و با ایجاد تغییر شکل مومسان، شکل قالب را به خود می گیرند. این روش با توجه به جهت حرکت پیستون نسبت به مواد به دو نوع مستقیم و غیر مستقیم، با توجه به محرک مورد استفاده به دو نوع مکانیکی و هیدرولیکی و با توجه به محور پرس به دو حالت عمودی و افقی تقسیم می شود.
آهنگری (Forging)
در حالی که روش های قبلی معمولاً با نرخ کرنش کم و به صورت آهسته انجام می گیرند، آهنگری یا همان فورج همراه با نرخ کرنش بالا و به صورت ضربتی است. در این روش یک چکش فلزی با نیروی بسیار بالا به صورت مکرر به قطعه کار ضربه می زند تا قطعه شکل مورد نظر را به خود بگیرد. برای ساخت اشکال پیچیده از قالب فلزی استفاده می شود. آهنگری در دماهای مختلف زیر 0.3 نقطه ذوب (فورج سرد)، بین 0.3 تا 0.7 (فورج گرم) و بالاتر از 0.7 (فورج داغ) قابل انجام است. با این که قطعات فورج سرد از کیفیت سطحی بالا و تولرانس ابعادی دقیق برخوردار هستند، محدودیت دامنه ی تغییر شکل و اثر کارسرد باعث می شود تا آهنگری بیشتر در دماهای بالا انجام گیرد که هم تغییر شکل های شدید امکان پذیر است و هم تبلور مجدد اثر کار سرد را خنثی می کند.