فولادASTM A350 Grade LF2 Class 1 جزء فولادهای کم آلیاژ و کم کربن محسوب می شود. این آلیاژ جهت کار در دماهای بسیار پایین طراحی شده است که با توجه به امکان ترد شدن آلیاژ در این دماها، حفظ تافنس و چقرمگی از اهمیت بالایی برخوردار است. این فولاد برای ساخت قطعات فورج فلنج ها، فیتینگ ها، ولوها و سایر قطعات فورج و ماشینکاری شده مشابه که در خطوط لوله کاربرد دارد، استفاده می شود.

فولاد A 350 LF2 و کاربردهای آن
فلنجهاي فولادي آهنگري شده از جنس ASTM A350 LF2 در خطوط لوله و مخازن در صنایع نفت و گاز و در دماهاي پایین ( تاحدود منفی50 درجه سانتیگراد) استفاده میشود. با توجه به تنشهاي وارده و رفتار ترد مواد و فلزات در دماي پایین، طبق استاندارد، این فلنجها نیاز به استحکام ضربهاي و چقرمگی کافی در این دما دارند. عموماً جهت رسیدن به استحکام لازم مشکلی دیده نمیشود، اما جهت بدست آوردن حداقل انرژي ضربهاي لازم (مینیمم 20 ژول در دماي منفی 46 درجه سانتیگراد) مشکلات زیادي دیده شده است. از این رو استاندارد مذکور به تولیدکنندگان این اجازه را میدهد تا با افزودنیهاي آلیاژي در یک دامنه استاندارد در ضمن حفظ سایرخواص، با انجام عملیات حرارتی مختلف خواص مکانیکی مطلوب را کسب نمایند. فولادهاي ساخته شده طبق استاندارد ASTM A350 LF2 فولادهایی با سختی پذیري کم میباشند که با افزایش سرعت سرد کردن از آستنیت، ریز ساختار عمدتاً فریتی همراه با پرلیت، تا ریزساختاري متشکل از فریت – بینیت پایینی و مارتنزیت تشکیل میدهند.
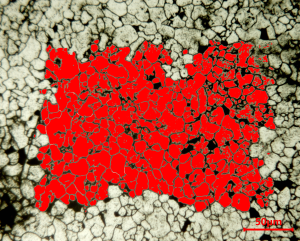
رفتار ضربهاي فولادها عمدتاً تابع اندازه دانه میباشد و عواملی چون ضخامت کاربیدهاي مرزدانهاي نقش کمتري ایفا میکنند. اندازهدانه تابعی از شرایط تولید و شرایط فرآیند ترمومکانیکی انجام شده ( مانند شرایط آهنگري، نورد و…) است (شکل 1). در قطعات آهنگري شده تغییرات اندازهدانه آستنیت تابعی از پارامترهاي آهنگري و شرایط گرمایش و سرمایش میباشد. در این راستا گروه صنعتی فولاد کاربین با بهرهگیری از دانش متخصصان داخلی و تجهیزات به روز، آماده خدمترسانی به مشتریان و صنعتگران محترم است. شکل 1 تصویر میکروسکوپی تهیه شده از یک نمونه فولادی توسط آزمایشگاه متالورژی کاربین به منظور بررسی اندازهدانه آن را نشان میدهد.
ترکیب شیمیایی فولاد A350 LF2
آنالیز شیمیایی فولاد A350 LF2 طبق استاندارد ASTM مطابق جدول 1 است.
| جدول1 | |||||||||||
| وانادیوم | نایوبیوم | مس | مولیبدن | کروم | نیکل | سیلیسیم | حدبالایی گوگرد | حدبالایی فسفر | منگنز | حدبالایی کربن | عنصر |
| Max0/08 | Max 0/02 | Max 0/40 | Max 0/12 | Max 0/30 | Max 0/40 | 0/15-0/30 | 0/040 | 0/035 | 0/60-1/35 | 0/30 | درصد وزنی |
با توجه به استاندارد ASTM A350 توجه به نکات زیر هنگام آنالیز شیمیایی ضروری است:
- مجموع مس، نیکل، کروم، وانادیم و مولیبدن نباید در آنالیز ذوب از 1/00 درصد وزنی فراتر رود.
- مجموع کروم و مولیبدن در آنالیز ذوب نباید از 0/32 درصد وزنی افزایش پیدا کند.
- در صورت توافق، حد نایوبیم (کلمبیوم) ممکن است تا 0/05 درصد وزنی در آنالیز ذوب و 0/06 درصد وزنی درآنالیز محصول افزایش یابد.
همچنین با توجه به الزامات تکمیلی استاندارد، برای گرید LF2 CL1&CL2 حداکثر کربن معادل برای ضخامتهای 2 اینچ و کمتر از آن برابر 0/47 و برای ضخامتهای بزرگتر از 2 اینچ برابر با 0/48 میباشد.
با توجه به فرمول زیر میتوان مقدار کربن معادل را محاسبه نمود:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
همچنین توجه داشته باشید مقادیر کربن معادل میتواند کمتر هم باشد ولی این مقدار باید بین تامینکننده و خریدار توافق شود.
در همین راستا ترکیب آلیاژی بنا به در خواست مشتری با توجه به محدوده استاندارد ASTM A350 توسط گروه صنعتی کاربین قابل تولید میباشد.
خواص مکانیکی فولاد A350 LF2
الزامات مربوط به خواص کششی و سختی فولاد A350 LF2 Class 1&2 طبق استاندارد در جدول 2 نمایش داده شدهاست:
| جدول 2 | |
| استحکام کششی (MPa) | 485-655 |
| استحکام تسلیم (MPa) | 250 |
| حداقل ازدیاد طول برحسب درصد نمونه میلگرد استاندارد یا نمونه کوچک متناسب با طول گیج 4D | 22 |
| حداقل ازدیاد بر حسب درصد طول نمونه تسمهای با ضخامت mm7.94 (16/5 اینچ)و بیشتر و برای تمام اندازههای کوچک با مقطع کامل با طول گیج 50 میلیمتر (2اینچ) | 30 |
| فرمول محاسبه ازدیاد طول برحسب ضخامت برای نمونههای تسمهای با ضخامت کمتر از mm7.94 (16/5 اینچ)؛ با طول گیج 50میلیمتر (2 اینچ)
T ضخامت تسمه برحسب اینچ میباشد |
48t+15 |
| مینیمم درصد کاهش سطح مقطع (%) | 30 |
| ماکزیمم سختی (HBW) | 197 |
الزامات آزمون ضربه
با توجه به دمای استاندارد ذکر شده حین آزمایش در جدول 3، ماده باید با الزامات مربوط به خواص ضربه در جدول 4 مطابقت داشته باشد. هنگامی که از نمونههای کوچک (subsize) استفاده میشود، مقادیر انرژی ضربه بهدستآمده باید مطابق با مقادیر انرژی جدول 5 متناسب با اندازه نمونه استاندارد باشد. استثنائات این الزام زمانی مجاز است که الزامات تکمیلی توسط خریدار مشخص شده باشد. آزمایش ضربه میتواند در دماهای متفاوت با دمای جدول 3 انجام شود، مشروط بر اینکه دمای آزمایش حداقل به اندازه دمای سرویس مورد نظر پایین باشد و قطعه فورج به طور مناسب برای شناسایی دمای آزمایش گزارش شده علامتگذاری شده باشد.
| جدول3: دمای استاندارد تست ضربه برای نمونههای با اندازه استاندارد (10 در 10 میلی متر) | |
| دمای آزمون (C°) | گرید |
| 46- | LF2 Class1 |
| 18- | LF2 Class2 |
| جدول4: انرژی مورد نیاز آزمون ضربه با ناچ V شکل برای نمونههای با اندازه استاندارد (10 در 10 میلی متر) | ||
| حداقل انرژی ضربه مورد نیاز برای 1 نمونه (J) | حداقل انرژی ضربه مورد نیاز برای میانگین 3 نمونه (J) | گرید |
| 16 | 20 | LF2 Class1 |
| 20 | 27 | LF2 Class2 |
| جدول 5: حداقل انرژی جذب شده معادل· (J) برای نمونههای با اندازههای مختلف
*: درونیابی خط مستقیم برای مقادیر میانی مجاز است |
|||||
| 1/4 اندازه استاندارد
(10 در 2/5 میلیمتر) |
1/3 اندازه استاندارد
(10 در 3/3 میلیمتر) |
1/2 اندازه استاندارد
(10 در 5 میلیمتر) |
2/3 اندازه استاندارد
( 10 در 6/6 میلیمتر) |
3/4 اندازه استاندارد
(10 در 5/7 میلیمتر) |
اندازه استاندارد
(10 در 10 میلی متر) |
| 4 | 5 | 8 | 14 | 16 | 20 |
| 4 | 5 | 7 | 12 | 14 | 18 |
| 3 | 4 | 7 | 12 | 14 | 16 |
| 3 | 3 | 5 | 10 | 11 | 14 |
الزامات ویژه تست ضربه برای فلنجها
- نمونههای آزمایش شارپی باید از یک فلنج واقعی که نشاندهنده سایز، شماره ذوب و عملیات حرارتی است، برش داده شوند. اگر بیش از یک سایز فلنج با همان شماره ذوب و عملیات حرارتی برای آزمون ارائه شود، حداکثر سایز فلنج ارائه شده در نظر گرفته میشود.
- تعداد، محل نمونهبرداری و جهتگیری نمونههای آزمایشی باید در سفارش ذکر شود. نتایج آزمایش باید با جدول 4 برای نمونههای با اندازه استاندارد و با جدول 5 برای نمونههای کوچک مطابقت داشته باشد.
نکته : این الزامات ویژه باید برای سرویسهایی که تنشهای اعمالشده به حداکثر محدودههای مجاز آییننامه حاکم نزدیک میشوند، یا سرویس در معرض شرایط سیکلی شدید (7000 سیکل یا بیشتر در طول عمر مورد انتظار سرویس) یا هر دو است، در نظر گرفته شود.
آزمون هیدرواستاتیک
قطعات فورج تولید شده تحت استاندارد ASTM A350 باید قادر به گذراندن یک آزمایش هیدرواستاتیک سازگار با درجهبندی کالای نهایی باشند. چنین آزمایشهایی باید توسط سازنده فقط زمانی انجام شود که الزامات تکمیلی S57 مشخصات فنی A961/A961M قید شده باشد.
عملیات حرارتی فولاد ASTM A350 LF2
پس از کار گرم و قبل از حرارتدهی مجدد برای عملیات حرارتی، قطعات فورج باید به طور قابل ملاحظهای در زیر محدوده تبدیل (به آستنیت) خنک شوند.
قطعات فورج گرید LF2 باید در شرایط نرماله شده، یا نرماله و تمپر شده، یا کوئنچ تمپر ارائه شوند. به انتخاب سازنده، قطعه آهنگری که در حالت کوئنچ تمپرشده عرضه میشود، ممکن است قبل از عملیات آستنیته و کوئنچ کردن نرماله شود.
کوئنچ باید شامل یکی از موارد زیر باشد:
1- آستنیته کردن کامل قطعات فورج و سپس کوئنچ در یک محیط مایع مناسب و یا
2- با استفاده از یک روش چند مرحلهای که به موجب آن قطعه فورج ابتدا به طور کامل آستنیته میشود و به سرعت سرد میشود، سپس دوباره حرارت داده میشود تا حدی که دوباره آستنیته شود و سپس در یک محیط مایع مناسب کوئنچ میشود.
3- انتخاب یکی از دو روش بالا در اختیار سازنده است، مگر اینکه خریدار دستورالعمل دیگری را مشخص کند.
تمام قطعات فورج کوئنچ شده باید با توجه به بند زیر تمپر شوند.
* قطعات آهنگری، هنگام تمپر، در دمای 1100 درجه فارنهایت (590 درجه سانتیگراد)، به ازای هر اینچ ضخامت حداقل باید 30 دقیقه نگه داشته شوند. (30 دقیقه/25 میلی متر) ، اما در هیچ موردی نباید کمتر از 30 دقیقه نگه داشته شوند.
خدمات شرکت
مواد اولیه فورج و ریختهگری غالباً به عنوان مادهاولیه صنایع مورد استفاده قرار میگیرند و پس از فرآیندهای مختلف مانند شکلدهی ، ماشینکاری و پرداخت نهایی به عنوان قطعهی کار وارد صنعت میشوند. فولاد A350 LF2 مانند سایر گریدهای فولاد دارای درجات کیفی و ترکیب مختلفی است و قیمت آن با توجه به کیفیت تولید آن، متغیر است. گروه صنعتی فولاد کاربین با تلاش در راستای تولید بر اساس الزامات اصلی و درخواست مشتری با مناسبترین قیمت آماده خدمترسانی به صنعتگران محترم است.
در صورت نیاز مشتریان شرکت فولاد کاربین آماده ارائه خدمات آزمایشگاهی، نورد، فورج و عملیات حرارتی روی قطعات و محصولات اولیه میباشد. برای استفاده از خدمات با شماره ۶۷۳۵۹۰۰۰ – ۰۲۱ تماس حاصل فرمائید.